- L'espace des experts
Ré-étamage / RoHS
Les points clés du ré-étamage des composants électroniques
Contraintes du ré-étamage
L’utilisation de composants plombés étant réservée à des activités sous dérogation, de moins en moins nombreuses, les fabricants de composants électroniques ont tendance à faire disparaitre ces versions de composants de leurs catalogues, ce qui pose des problèmes de fiabilité puisqu’une brasure contenant moins de 3% de plomb est réputée être potentiellement à l’origine de whiskers.
Deux procédés ont été développés lors de l’apparition des composants et des process sans plomb : le process FORWARD (utilisation d’alliages sans plomb avec un composant à finition plombée) et le process BACKWARD (utilisation d’alliages plombés avec un composant à finition sans plomb).
Pour le premier, qui concerne souvent des produits RoHS, il faudra veiller à ce que l’apport en plomb de par la finition du composant soit compatible avec la directive, ce qui est souvent le cas. D’autre part, il faudra également s’assurer que le composant supporte les températures d’un process sans plomb (forward compatibility).
Pour le second process, il s’agira principalement de s’assurer que la brasure est homogène et que la finition du composant est correctement refondue.
Apport du ré-étamage du composant
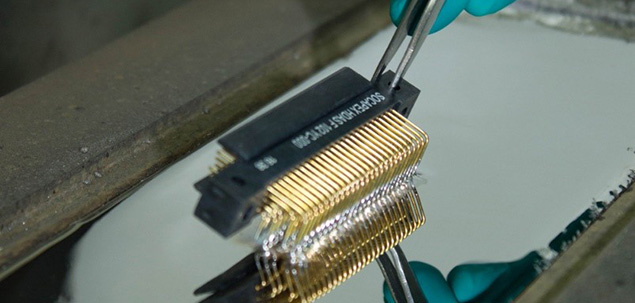
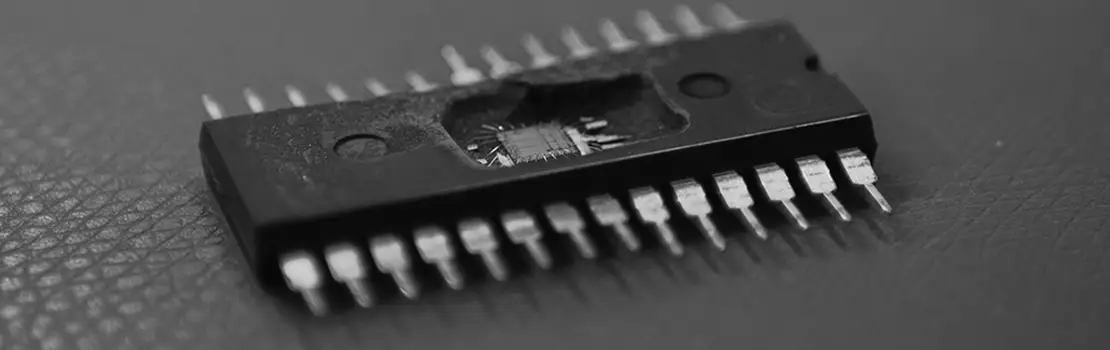
Pour le process forward, l’intérêt du ré-étamage provient de la diminution de la quantité de plomb du composant. Les pattes du composant vont être plongées successivement dans deux bains d’étain pur ; un premier de nettoyage, un second d’étamage. Ce procédé a pour effet de diluer le plomb (qui ne disparait pas complètement), pour en ramener sa proportion à moins de 1% dans la finition, ce qui, compte tenu de la masse du composant, va entraîner une teneur globale en plomb inférieure à 0,1%.
Pour le process backward, il s’agit d’apporter du plomb sur la finition du composant pour inhiber la formation des whiskers. Le passage des pattes des composants dans les deux bains va permettre un apport de plomb représentant un taux final de l’ordre de 20 à 35%. Pour que cet apport soit efficace contre les whiskers, il faudra veiller à ce que celui-ci couvre l’intégralité de la patte du composant, sans laisser apparaître de zones d’étain pur, mais également à ce que l’opération, de par la proximité de l’alliage en fusion avec le corps du composant, ne crée pas de stress susceptible de nuire à sa fiabilité.
Contrôle du ré-étamage
Tout process fait l’objet de contrôle. Sur le produit, en amont d’un ré-étamage en série, pour s’assurer que le composant ne subit pas de stress et que le ré-étamage se passera bien, on réalise l’opération sur un échantillonnage et on vérifie :
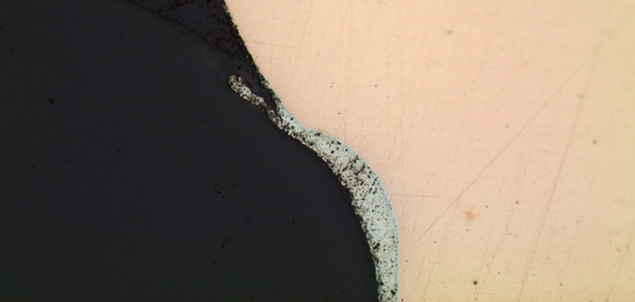
• l’absence de délamination ou une délamination acceptable pour les composants plastique (par microscopie acoustique),
• les intermétalliques créés lors de l’opération (par microsection et inspection par microscope optique et/ou électronique),
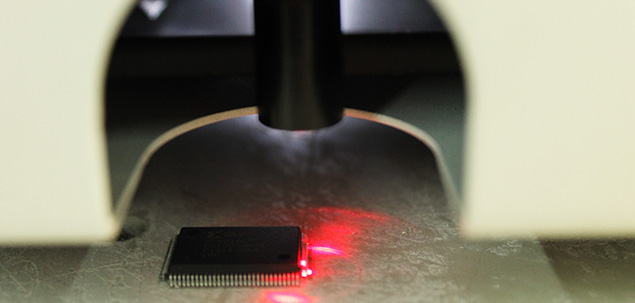
• la teneur en plomb des finitions (par fluorescence X),
• la brasabilité du composant (balance de mouillage).
En phase série, les composants sont contrôlés visuellement sous binoculaire pour vérifier l’absence de pont entre les pattes, de microbilles et de résidu de flux. Les bains d’étamage font l’objet de vérifications régulières concernant leur concentration en polluants et leur température
Contact
Des offres adaptées aux différentes étapes de votre projet

DevSolutions
Conseil en conception de produits électroniques

FabSolutions
Contrôle de qualité des composants électroniques
 Best seller
Best sellerObSolutions
Obsolescence des composants électroniques – Conseil et choix stratégiques